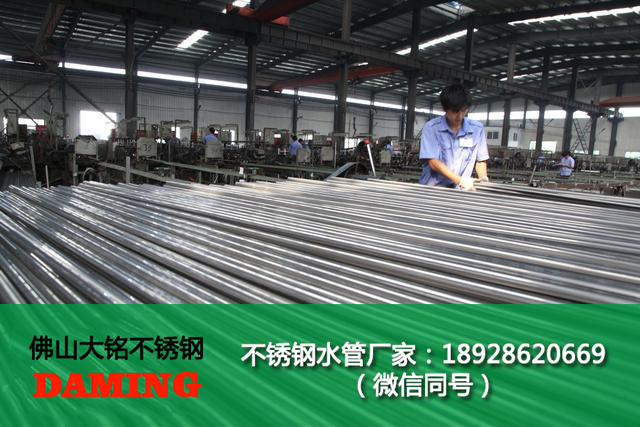
云南不銹鋼水管廠家進(jìn)行不銹鋼水管螺旋焊管滾卷成型工藝是帶鋼在螺旋連續(xù)成型機(jī)上�,通過螺旋成型器����,被連續(xù)彎曲成型為要求外徑尺寸的螺旋鋼管��。在成型過程中�����,鋼管螺旋成型器與帶鋼成一定的角度���,由于受到軸向和徑向的作用力,使帶鋼螺旋前進(jìn)�,形成為螺旋焊管。
螺旋焊管廣泛地應(yīng)用于機(jī)械結(jié)構(gòu)制造和流體(固體顆粒�����,氣體和液體)的輸送管道��。
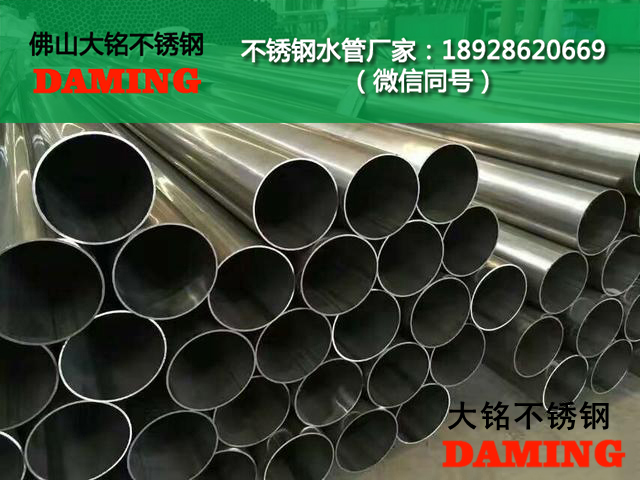
螺旋焊管和直縫焊管相比有以下特點(diǎn):
用同樣寬度的板卷�,可生產(chǎn)處不同規(guī)格直徑的鋼管。
焊縫成螺旋形���,對鋼管的剛性有增強(qiáng)作用�。
鋼管的直度好���,不需要矯直��,橢圓度小���,但其外徑偏差要比有直縫焊管大���。
螺旋焊管的生產(chǎn)過程易于實(shí)現(xiàn)機(jī)械化和自動化�。
設(shè)備的外形尺寸小,占地面積小���,投資小�����,建設(shè)快���。
螺旋成型方式的優(yōu)點(diǎn)是焊管的外徑不受帶鋼寬度的限制,通過改變螺旋成型角度���,來滿足外徑尺寸的要求����。因此�,螺旋成型的螺旋焊管成材率非常高。
該成型方式的不足是:相同長度的焊管�,焊縫長度比直縫焊管長得多���,因而對焊接質(zhì)量的控制要求較高。
相關(guān)產(chǎn)品推薦 相關(guān)文章推薦
 全國熱線:189-3430-4608
全國熱線:189-3430-4608





 中國人保財(cái)險承保
中國人保財(cái)險承保
 CABR建設(shè)工程產(chǎn)品認(rèn)證
CABR建設(shè)工程產(chǎn)品認(rèn)證